

联系我们
 24小时服务热线:
24小时服务热线:
158-5106-6698
公司电话:0515-88404040
公司传真:0515-88410418
客服QQ:348083717
邮箱:348083717@qq.com
地址:盐城市城南新区新都街道中南世纪城一期2B2-414--417室
管道堵漏_专业堵漏公司师傅告诉您10种焊接堵漏的方法
发布时间:2023-06-02
来源:涌达建工 浏览次数:21608
在一般情况下,我们常用的焊接堵漏方法有:
1
楔塞焊补法
此方法非常简单,用韧性较好的金属如:铁钉、焊条头等做成锥形楔子,楔入渗漏的孔洞中,堵住渗漏或减少渗漏;就可像正常焊接操作方法那样进行焊补。
锥形楔子示意图
2
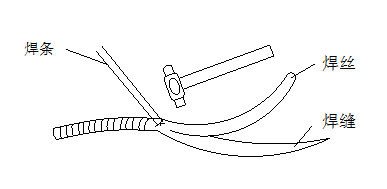
锤击捻压焊补
此方法操作也比较简单,捻、挤、压就是使用外力,如:用尖锤、扁头錾子等,将渗漏处捻压封闭一部分,创造可焊接的条件后,进行焊接(也有人将此法称之为錾堵法或铆接焊法)。
具体方法是:首先在渗漏处边缘堆焊起部分焊肉,然后用尖锤、扁头錾子等将渗漏处周围的金属挤向孔内,使其孔缩小堵住渗漏处。或用塑性好的铁丝、焊丝、焊条芯等,把裂缝塞住连铆带焊,边焊边锤击挤压直至止住渗漏。
然后,先使用酸性电焊条,交流焊接电源,采用小电流进行浅焊、快焊。这是因为,酸性焊条与碱性焊条相比:对油、水、锈等氧化物不太敏感。
锤击捻压焊补
最后:再采用强度高、韧性和抗裂性好的碱性焊条均匀覆盖一层。因为在整个焊补过程中需要锤击焊缝。所以,称之其为锤击捻压焊补法。
此方法适用于低压容器及管道的裂纹、气孔或缩孔和压力较低的水、汽等介质及管厚在3.5mm以上的碳素钢管道或容器的其他渗漏部位的带压焊接。施焊时应尽量使用小直径电焊条,焊接电流比正常时的焊接电流要大10%左右,焊接操作要采用快速焊接法。
3
塞堵焊补法
有些裂纹较宽或砂眼、气孔直径较大时,采用锤击捻压法焊补有困难,可先用合适的铁丝或焊条头将裂纹或孔洞塞堵住,以减小渗漏的压力和流量,然后进行快速焊接。
有些裂纹的周边不规则时,可采用焊条头、薄铁片等塞堵进去再快速焊接。此法操作的要点是:一次只能先塞堵一段,然后快速焊一段,即堵塞一段焊一段,直至把整个焊缝全部焊完。
4
顶流焊补法
此方法是利用物体的热胀冷缩的原理,采用从裂纹的两边向中间断续焊接操作手法,依靠其焊缝内部的热应力达到渗漏处局部暂时闭合的方法。它适用于金属疲劳裂纹、焊口裂纹等情况。
具体方法是:利用电弧燃烧产生的高温高热,使用长弧(电弧长度L≥焊条直径φ的1.5倍)向渗漏处加热运条,此时认真观察渗漏处,待裂纹因受电弧热而膨胀在渗漏处边缘出现瞬间闭合一小段后,即刻返回压低电弧形成短弧(电弧长弧L≤焊条直径φ)予以断续焊接。就这样循环往复,直到焊接修复工作完成。
对于因腐蚀、磨损造成的渗漏,此时不要对渗漏处直接焊接,要避免渗漏处被烧穿而造成更大的焊接困难。应在渗漏处的周边像燕子衔泥垒窝那样,也可称之为农村包围城市的方法;一点一滴地向中心位置焊接直至填满焊完。
燕子衔泥垒窝堆焊
逐渐缩小渗漏处的面积,在最后收弧的那个点上,用小直径的电焊条、较大的焊接电流填满弧坑,封住电弧的收弧处;并立即用锤击敲定。以避免焊缝收弧处出现的疏松与气孔。
5
导流焊补法
此方法应用于不能使用捻、挤、压焊接方法的工件或压力大、罐(管)壁薄及材料强度高的场合。可以先焊一段管子采用阀门或其方法为把带压介质导离焊接区域,待焊接工作完毕后,再关闭阀门或拧紧螺钉,予以止漏(也有人将此法称之为引流法或放空法)。待停机检修时,再重新进行焊接修复。
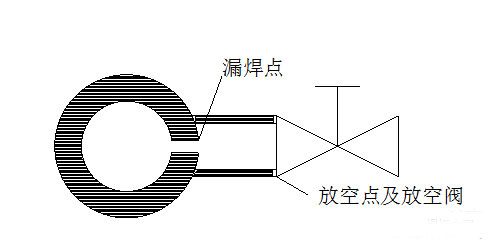
导流补焊示意图
也可以根据渗漏处焊接区域状况,为了保证焊接过程顺利进行,先焊好三面U形后,将剩余的窄口用石棉绳等扎死后再焊接。此法使用于磨损或腐蚀面积较大的平面和弧面上。
6
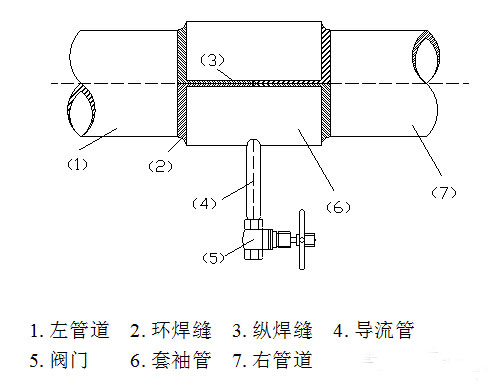
套管焊补法
管道因腐蚀或磨损而出现大面积泄漏时,用一段同径或正好抱住泄漏管径的管子组成为一个套袖管,套袖管的长短尺寸视泄漏处的面积和长短而定。
把套袖管对称切割成两半,焊上一个导流管,具体焊法与导流焊接法相同。在焊接顺序上应先焊接管子与套袖的环缝,最后焊接套袖的纵焊缝。
7
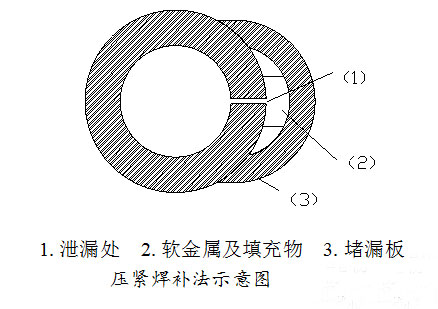
压紧焊补法
当渗漏处面积较大但压力不大时,可采用与渗漏管同直径的管切成堵漏板,在渗漏面衬以锡、铅、铝等比较软、塑性好的金属;用手扳葫芦、千斤顶、卡兰等机夹具将渗漏处加紧、堵住。再采用正常的焊接方法把堵漏板和渗漏管焊接成一体。
8
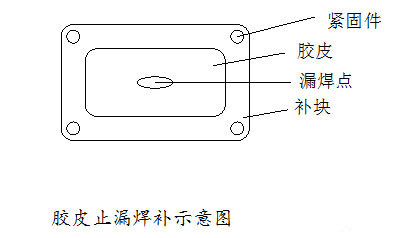
胶皮止漏焊补法
在渗漏处加焊紧固件之后,先在渗漏处上加盖胶皮,然后再加上补焊块,并利用紧固件用机械的方法紧固止泄。然后,再进行焊接修复。
此焊补方法在一些造船厂,修补船舱侧壁大面积渗漏时常常应用到。此方法还特别适用于大面积的磨损、腐蚀缺陷以及液体、气体介质的渗漏情况,也可用于裂纹等其他情况。在焊接时,还需要注意补焊块焊缝部位的温度不能过高,以防止烧坏胶皮。
对于焊补困难而要求不高的管道,也可制作管卡临时止住渗漏。待停机检修时重新焊接修复。
9
粘补焊补法
有时遇到在渗漏处由于碎裂纹太多的情况,焊补起来既费时又费力,我们干脆就使用粘接剂将被焊物体与其材质相同的补焊板一同粘接在一起(也有人将此方法称之为加堵漏剂焊补法)。然后,再按照正常的焊接手法进行焊接。

因碎裂太多,这是采用粘补焊接法焊补的汽车缸体
10
直接焊补法
对于有砂眼、气孔等较小的渗漏处或渗漏处的压力比较低,也可以采用小规范、小电流,按正常的焊接方法直接对其渗漏处进行焊接。
采用顶流焊补法,演示“顶水焊接”
学到了吗?
声明:本网站发布的内容(图片、视频和文字)以原创、转载和分享网络内容为主,如果涉及侵权请尽快告知,我们将会在第一时间删除。文章观点不代表本网站立场,如需处理请联系客服。电话:158-5106-6698,185-5154-0999;邮箱:348083717@qq.com。

扫描添加好友
免费提供:防水堵漏施工方案

扫描二维码
访问涌达防水堵漏公司手机端
已帮助
21608人
21608人
您的鼓励是作者最大的动力



